Обработката на метали включва използването на различни технологии и оборудване. Използването на художествено плазмено рязане на метал набира популярност. Какви са предимствата и недостатъците на подобен метод? Какви са характеристиките на технологията, структурата на устройствата и принципа на тяхното действие?
процес на рязане на метал
Плазмената струя нагрява обработвания материал до налягане от 6 до 8 атмосфери. Има няколко опции за рязане в зависимост от използвания газ:
Въздушно-плазмен. Този подход се отличава с ниската си цена поради наличието на въздух от околната среда. Областта на приложение обхваща практически всички видове метали. Резултатът е със средно качество, а скоростта не може да се нарече максимална.
Пламъчното рязане ви позволява да постигнете по-високи нива на чист ръб и скорост. При перпендикулярно рязане образуването на шлака е сведено до минимум. Това е особено вярно за грешната страна на продукта.
Използването на защитни газове води до оптимални резултати. Този подход се простира до професионално оборудване, което струва няколко милиона. В този случай листовете могат да бъдат с дебелина до 300 мм. Използването на плазмено рязане позволява да се произвеждат продукти от листове от неръждаема стомана с дебелина до 50 mm и сплави от различни цветни метали.
Ако сравним плазменото рязане с други опции по отношение на оборудването, във всеки случай продуктите ще бъдат с високо качество и прецизност.Поради това високопрецизното плазмено рязане на метали с всякаква сложност стана доста достъпно.
Технологията за художествено плазмено рязане на метали набира все по-голяма популярност при създаването на различни декоративни елементи.
Характеристика на художественото рязане на картина с малки елементи е, че ножът се движи от един ръб на продукта към друг.
На пръв поглед това е нелогично, но не и за работа с нагрят метал. Ако спестите време от движението на ножа, трябва да го загубите в секундите, необходими за естественото охлаждане на метала. В този случай процесът на къдрава прическа ще бъде по-дълъг.
Ако всичко е ясно с технологията на циклично рязане на програмируема машина, тогава за майстор, работещ с ръчна плазмена горелка, техниката на рязане ще трябва да бъде разработена чрез пробен метод.
Предимства на плазменото рязане на CNC машини
Сложни геометрични и флорални орнаменти в изкуството на метала, чиито съотношения трябва да се повтарят до милиметър, могат да излязат изпод ръчен фреза с малки разлики. Причината за това може да е треперещата ръка на майстора, случайното изоставане на пламъка на едно място. Технологията на прилагане на всеки художествен елемент е въведена в програмата на CNC машината. Пламъкът след това изгасва, след това отново светва, но само когато ножът се придвижи до дадена точка.
Плазменото рязане е гъвкавостта на масовото производство на метални изделия
Плазменото рязане на метал, с добра повторяемост на металните продукти, има изключително качество, като гъвкава промяна в серийното производство на метални продукти.
Производството на метални изделия на машини за плазмено рязане с ЦПУ дава възможност да се произвеждат абсолютно идентични части от една част до стотици и хиляди копия, без загуба на качество, което е характерно за машинната обработка на детайлите. Пример за добра повторяемост при производството на екстериорни декоративни елементи чрез плазмено рязане на метал.



Трябва да се отбележи, че масовото производство на метални части с помощта на технология за плазмено рязане значително намалява цената на крайния метален продукт. По този начин, при големи обеми покупки на метал, от който се произвежда серийна част, покупната цена на валцувания метал се намалява. Универсализация на металообработката за един и същи тип части, увеличаване на производителността на производството на метални изделия, понякога плазмено рязане на метал. Разходите за опаковане на серийни части и разходите за товаро-разтоварни операции са намалени.
Технологични предимства
Като се има предвид принципът на работа на плазменото рязане на метал, могат да се разграничат следните предимства:
- много висока производителност;
- готовият продукт не показва деформации поради локалното влияние на температурата;
- възможно е формирането на части с всякаква сложност по отношение на конфигурацията на продукта;
- не се изисква внимателна допълнителна обработка поради липсата на големи притоци на горещ метал;
- минималното количество отпадъци при правилно рязане;
гъвкавост по отношение на видовете обработвани материали.
В допълнение, процесът се характеризира с безопасност и възможност за създаване на масово производство. Продуктите принадлежат към 1-ви клас на точност.
По подразбиране
Ако говорим за недостатъците, тогава въпросът ще се отнася главно до обработката на цветни метали. Има обаче общи показатели:
- ограничаване на дебелината на обработваните листове;
- чистота на среза на изхода на горелката;
- строги изисквания за перпендикулярност на среза (не се допускат отклонения повече от 5 градуса, в зависимост от параметрите на задачата и материала);
възможността за използване на два разфасовки едновременно при използване на едно устройство е изключена.
Значителният разход също може да се счита за недостатък. Високата производителност и висококачествените резултати обаче бързо водят до възвръщаемост на инвестицията.
Принципът на появата на плазмата
Плазмената струя се формира, както следва:
Електрическа дъга. Той се образува между електрода на блока и дюзата (или метала, който се обработва). Температурата в същото време достига индикатор от 5 хиляди градуса по Целзий.
Подаването на газ се комбинира с процеса на повишаване на температурата на дъгата до 20 000 градуса.
Образуването на плазмена струя възниква поради йонизацията на газа. В същото време температурният индикатор достига 30 000 градуса.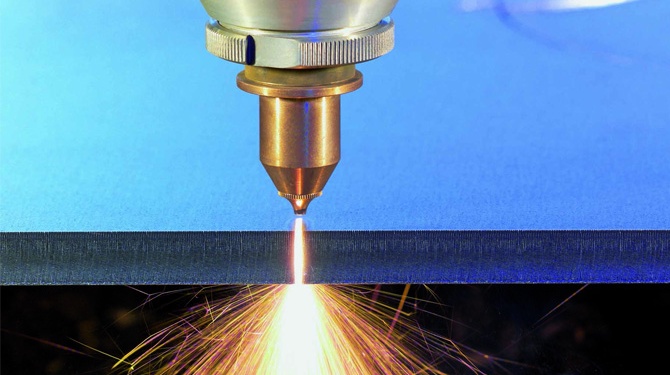
Външно резултатът изглежда като ярко сияние, излизащо от дюзата със скорост 500-1500 m/s. Именно този флюс реже ламарина с дебелина до 20 мм. В същото време по-нататъшното смилане на продукта е практически изключено поради високата ефективност на плазмения нож.
Както при газа, на практика се използват различни опции:
- екологичен въздух;
- технически кислород;
- азот;
- аргон;
- водород.
Може да се използва и пара, която се образува при процеса на кипене на водата.
Характеристики на дизайна на оборудването
Устройствата за плазмено рязане на метал могат да бъдат стационарни и мобилни. Първият вариант се използва за организиране на индустриално работно пространство. Преносимите устройства могат да бъдат закупени за лична употреба, тъй като могат да се използват директно на строителната площадка.
Гамата от устройства също се основава на 2 вида плазма:
Непряко въздействие, тоест безконтактно. Тези устройства се използват за рязане на материали, които не са свързани с метал.
Директно действие с директен контакт. В този случай режещата дъга се образува между електрода и детайла, което позволява нагряването на газа в цялото пространство на струята. Следователно температурният индикатор достига необходимата стойност за достатъчна мощност.
Единиците могат леко да се различават един от друг. Има обаче стандартно оборудване за машини за плазмено рязане:
- захранване с допустими стойности, необходими за конкретно устройство;
плазмен генератор; - кабели и тръби за доставяне на необходимата енергия под формата на електричество и газ;
газова бутилка; - компресор, който ви позволява да регулирате скоростта и налягането на изпусканата режеща струя Плазмената горелка е структурно:
- дюза;
- електрод;
- канал за подаване на газ;
- охладител;
- изолираща капачка, която може да издържи на високи работни температури.
Оборудването е структурно сложно устройство, което има впечатляващ набор от предимства. Основните са високото качество и точното повторение на зададените параметри. В същото време скоростта на изпълнение на поръчката се отличава и с кратки срокове за изпълнение.
Редът на цената на работата
Пример за цени за плазмено рязане на метал на примера на завода за метални изделия PLAZMA SPB
|
дебелина на листа |
ЧЕРНА СТОМАНА; (рубли на p/m) |
НЕРЪЖДАЕМА СТОМАНА, ЦВЕТНИ МЕТАЛИ (рубли на p/m) |
|
3 милиметра |
19.00 търкайте. |
26.00 търкайте. |
|
4 милиметра |
21.00 търкайте. |
35,00 рубли |
|
5 милиметра |
240,00 RUB |
42,00 рубли |
|
6 милиметра |
28,00 рубли |
52,00 рубли |
|
8 милиметра |
38,00 рубли |
79.00 RUB |
|
10 милиметра |
48,00 рубли |
110.00 RUB |
|
12 милиметра |
58,00 рубли |
156.00 RUB |
|
14 милиметра |
69,00 рубли |
232.00 RUB |
|
16 милиметра |
79.00 RUB |
271.00 RUB |
|
18 милиметра |
88,00 рубли |
338.00 RUB |
|
20 милиметра |
119.00 RUB |
396.00 RUB |
|
22 милиметра |
139.00 RUB |
560.00 RUB |
|
25 милиметра |
149.00 RUB |
707.00 RUB |
|
30 милиметра |
229,00 рубли |
936.00 RUB |
|
32 милиметра |
324.00 рубли |
948.00 RUB |
|
36 милиметра |
349.00 RUB |
972.00 RUB |
|
40 милиметра |
379.00 RUB |
1056,00 рубли. |
|
45 милиметра |
419.00 RUB |
1122.00 рубли. |
|
50 милиметра |
489.00 RUB |
по договаряне |
|
60 милиметра |
635.00 RUB |
по договаряне |
|
70 милиметра |
780.00 RUB |
по договаряне |
|
80 милиметра |
810.00 RUB |
по договаряне |
|
90 милиметра |
850.00 RUB |
по договаряне |
|
100 милиметра |
890.00 RUB |
по договаряне |
|
110 милиметър |
950.00 RUB |
по договаряне |
| 120 милиметър | 980.00 RUB | по договаряне |
| 130 милиметър | 1080.00 търкайте | по договаряне |
| 140 милиметър | 1140.00търкайте | по договаряне |
| 150 милиметър | 1190.00 търкайте | по договаряне |
| 160 милиметър | по договаряне | по договаряне |
| 170 милиметър | по договаряне | по договаряне |
| 180 милиметър | по договаряне | по договаряне |
| 190 милиметър | по договаряне | по договаряне |
| 200 милиметър | по договаряне | по договаряне |
| 210 милиметър | по договаряне | по договаряне |
| 220 милиметър | по договаряне | по договаряне |
| 230 милиметър | по договаряне | по договаряне |
| 240 милиметър | по договаряне | по договаряне |
| 250 милиметър | по договаряне | по договаряне |
| 260 милиметър | по договаряне | по договаряне |
| 270 милиметър | по договаряне | по договаряне |
| 300 милиметър | по договаряне | по договаряне |











